Upgrading facility and equipment lighting represents a critical safety and operational expenditure. It serves as much more than a simple maintenance checklist item. Facility managers must view illumination as fundamental infrastructure. Factory environments present extreme conditions like continuous vibration, unpredictable voltage fluctuations, dense dust, and pervasive moisture. These harsh realities rapidly degrade standard commercial lighting systems. Frequent fixture failures compromise worker safety and halt fast-paced production lines.
This guide provides a vendor-neutral framework for evaluating, shortlisting, and implementing resilient LED Work Lights for industrial facilities. We will explore how to outfit loading yards and material-handling vehicle fleets based on verifiable performance data rather than hollow marketing claims. You will discover practical strategies for matching optics to specific zones. We also detail how to integrate new fixtures safely into existing electrical systems.
Key Takeaways
Thermal & Vibration Resistance Rule: True heavy-duty LED fixtures require dedicated thermal management and vibration-isolated mounting; failure to specify these leads to premature diode burnout.
Vehicle Integration is Critical: Selecting a 12V 24V LED work light for trucks and factory vehicles requires matching the fixture's voltage range to the vehicle's alternator output to prevent flickering and circuit overload.
Beam Pattern Dictates Utility: Safety and operational efficiency depend on matching the optic (flood, spot, or specialized DRL) to the specific factory zone or equipment.
The Business Case: Assessing the Cost of Lighting Failures in Factories
Failed lighting causes severe operational downtime. Workers must often halt production lines to replace broken fixtures. You lose valuable manufacturing hours during these unplanned outages. The true cost of poor illumination extends far beyond the price of a replacement bulb. We must evaluate these hidden operational expenses carefully.
Direct Replacement Labor: Maintenance teams waste time setting up specialized scissor lifts. Reaching high-bay factory ceilings requires multiple technicians and strict safety protocols.
Halted Assembly Lines: Dimly lit zones force operators to pause machinery. Inadequate lighting directly reduces product assembly speeds.
Compromised Security: Dark transition areas around loading docks create immediate vulnerabilities. Drivers cannot safely maneuver heavy equipment through poorly lit exterior zones.
You must also address OSHA regulatory requirements. Federal standards mandate strict foot-candle minimums across different work zones. A typical manufacturing floor requires consistent, uniform brightness to ensure safe walking surfaces. Loading docks demand even higher visibility to prevent vehicle collisions. Failing to meet these baseline standards exposes your facility to severe compliance fines.
Replacing legacy HID or Halogen systems solves many of these issues instantly. Modern LED systems lower your total amp draw significantly. They completely eliminate the long warm-up times associated with metal halide lamps. You achieve immediate, full-intensity illumination the second you flip the switch. This instant-on capability directly impacts your overall energy overhead.
However, you must exercise extreme skepticism regarding generic "heavy-duty" labels. Many consumer-grade lights masquerade as industrial equipment. You should define true industrial-grade quality strictly by verifiable ingress protection (IP) and impact (IK) ratings. Hollow marketing phrases cannot protect your facility from continuous mechanical stress.
Core Evaluation Criteria for Industrial LED Work Lights
Environmental Ingress (IP67 vs. IP69K)
Standard IP65 ratings remain insufficient for heavy industrial applications. Factories routinely execute aggressive washdown procedures. They also generate heavy particulate matter like metal shavings or sawdust. IP65 fixtures only withstand low-pressure water jets. Moisture will eventually breach their seals under typical factory conditions.
You should establish IP67 and IP69K as your minimum baselines. An IP67 rating guarantees protection against temporary complete water immersion. This suits general manufacturing floors perfectly. IP69K provides absolute protection against high-pressure, high-temperature washdowns. Food processing plants and chemical manufacturing facilities must specify IP69K fixtures to survive daily sanitation routines.
Common Mistake: Facility managers often assume a fully sealed lens prevents all moisture damage. They forget to check the wiring harness entry point. Always verify the rear cable glands carry the same rigorous IP rating as the front lens.
Thermal Management & Diode Degradation
Heat acts as the primary enemy of LED longevity. You must understand the direct relationship between heat sinks and diode lifespan. True industrial fixtures utilize massive die-cast aluminum housings. These housings pull damaging heat away from the sensitive internal circuitry. The aluminum fins maximize surface area for rapid cooling.
Industry professionals measure lifespan using the L70 rating. This metric indicates the thousands of hours required before a light degrades to 70% of its original output. Exceptional thermal management extends the L70 rating dramatically. High lumen output trapped inside a tiny, lightweight housing serves as a massive red flag. The diodes will literally cook themselves, leading to premature burnout.
Vibration and Shock Resistance
Factories subject lighting to continuous, punishing vibrations. Stamping presses, conveyor belts, and overhead cranes shake the building infrastructure constantly. You cannot install traditional filament bulbs in these zones. The brittle filaments snap within days.
Solid-state construction provides the necessary durability. You should look for thick polycarbonate lenses rather than fragile glass. Polycarbonate resists massive direct impacts without shattering. Heavy-duty trunnion brackets also matter immensely. A robust trunnion mount locks the fixture firmly in place. It prevents the beam angle from drooping downward as the machinery vibrates.
Outfitting Factory Fleets: Integrating Lighting with Material Handling Vehicles
Material handling vehicles introduce entirely new lighting challenges. Forklifts, automated guided vehicles (AGVs), and terminal tractors possess unique electrical architectures. You cannot simply bolt standard warehouse fixtures onto a moving forklift.
Wide-voltage drivers solve vehicle compatibility issues. Factory vehicles suffer from constant voltage spikes. Alternators fluctuate wildly when hydraulic pumps engage. A dedicated 12V 24V LED work light for trucks handles these aggressive electrical spikes smoothly. The internal circuitry regulates the incoming power automatically. This capability prevents dangerous flickering and protects your vehicle's sensitive wiring harness from catastrophic overloads.
Loading docks require specialized beam patterns. Vehicles constantly move between brightly lit indoor aisles and dark outdoor trailers. You should mount an LED flood work light for vehicles on these transition machines. Flood optics provide wide-angle illumination. Drivers need broad peripheral vision to execute tight maneuvering inside narrow semi-truck trailers.
Exterior logistics teams face even harsher realities. Heavy outdoor material handlers navigate unpaved storage yards at night. Potholes, uneven gravel, and scattered debris create serious navigation hazards. You must outfit yard mules using an auto LED work driving light to punch through the darkness. For heavily rutted, undeveloped expansion lots, an offroad LED work driving light ensures maximum forward visibility. These intense beams illuminate ground hazards long before the tires strike them.
Matching Optic Configurations to Factory Applications
Spot vs. Flood Configurations
Selecting the correct optic configuration determines your operational efficiency. You must match the beam pattern to the specific zone.
Flood lights disperse energy across a wide area. They excel in broad bay applications. You should use flood patterns for close-proximity vehicle work or general assembly stations. Spot lights focus intense energy straight ahead. They push illumination down long, narrow warehouse aisles. You also use spot patterns for extremely high-bay ceiling mounts.
Optic Type
Beam Angle Range
Best Factory Application
Common Application Mistake
Flood Beam
60° to 120°
Broad assembly floors, loading dock perimeters, forklift reverse lights.
Mounting too high (above 30 feet) dilutes the light entirely.
Spot Beam
10° to 30°
Long warehouse racking aisles, overhead crane operator cabins.
Using on a vehicle dashboard, blinding oncoming pedestrian traffic.
Combo Beam
Dual Zone
Yard mules transitioning between narrow pathways and open lots.
Assuming it replaces specialized safety signaling lights.
Specialized and Safety Optics
Modern factories rely on more than just standard white illumination. Specialized optics play a mandatory role in accident prevention. Dusty environments severely scatter pure white light. This scattering creates an impenetrable white wall of glare.
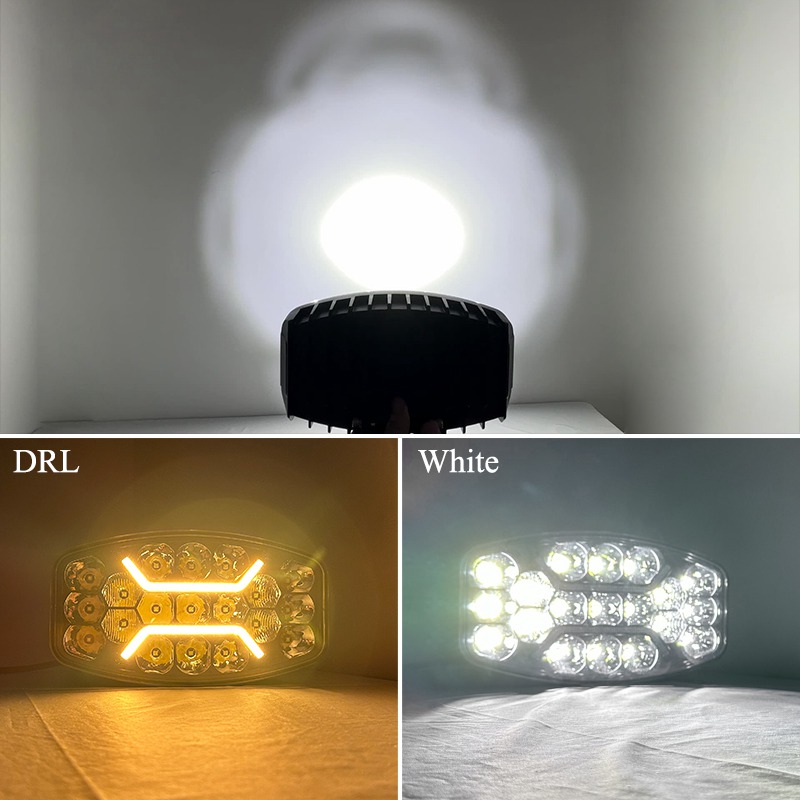
A square LED work light with amber DRL (Daytime Running Light) cuts through airborne dust particles beautifully. The amber wavelength increases vehicle visibility without blinding nearby workers. Fleet vehicles equipped with amber daytime running lights experience far fewer pedestrian near-misses during chaotic shifts.
You must also integrate mandatory supplementary safety optics. "Red Zone" or blue spot pedestrian warning lights project distinct colored markers onto the concrete. These markers visually alert workers before a silent electric forklift rounds a blind corner. They serve as a critical layer of defense in high-traffic logistic hubs.
Implementation Realities: Rollout Risks and Installation
Physical installation introduces hidden risks. You cannot treat a massive lighting upgrade like a simple plug-and-play exercise. Older factory infrastructures demand careful auditing before you energize new fixtures.
Wiring and Amp Draw Audits: Integrating high-output lights into fifty-year-old wiring harnesses invites disaster. You must calculate the total combined amp draw first. Ensure your existing relays and fuses remain adequately sized. Overloaded circuits melt insulation and cause electrical fires.
Mounting Hardware Failures: A heavy-duty fixture is only as strong as its weakest mounting bolt. Intense machinery vibrations will sheer standard zinc bolts quickly. You must demand stainless steel, corrosion-resistant brackets. Always install thick anti-vibration rubber dampeners between the bracket and the machine frame.
Interference (EMI/RFI): Low-quality internal drivers use cheap pulse-width modulation techniques. These components leak aggressive electromagnetic interference across your facility. This invisible noise disrupts factory two-way radios, crashes RFID scanners, and corrupts vehicle telemetry data. Always specify units carrying strict CISPR 25 or CE electromagnetic certifications.
Best Practice: Route new wiring harnesses away from high-heat exhaust manifolds on internal combustion forklifts. Use braided nylon looms to protect exposed cables from sharp metal edges.
Procurement Framework: Shortlisting and Vendor Vetting
Procuring industrial lighting requires a methodical, data-driven approach. You should never base bulk purchasing decisions on glossy brochure photos. Demand verifiable engineering metrics from every potential vendor.
Start by requesting photometric data. Ask the manufacturer to provide standard IES files. You can import these files into professional lighting simulation software. The software generates an exact 3D model of your factory floor. It visualizes the precise coverage patterns and highlights dangerous shadow zones. This simulation guarantees you purchase the correct volume of fixtures.
Watch out for warranty traps during the vetting process. Many consumer brands offer a "limited lifetime" warranty. These warranties routinely exclude damage caused by dust, water, or mechanical vibration. In a factory, those exclusions render the warranty worthless. Look for manufacturers offering a practical, no-questions-asked 3-to-5-year industrial replacement warranty.
Finally, always conduct pilot testing. Purchase a small batch of five to ten units initially. Mount them in your harshest, wettest, most vibration-heavy factory zone. Monitor their performance for 30 consecutive days. This physical trial period exposes thermal failures and bracket weaknesses long before you commit to a massive facility-wide rollout.
Conclusion
Choosing factory LED lights remains a serious capital protection exercise, not a basic commodity purchase. Relying on cheap, under-engineered fixtures ultimately drains your maintenance budget and introduces severe safety liabilities. You must prioritize exceptional thermal management, robust ingress protection, and vehicle-specific voltage compatibility.
Your actionable next step involves auditing your current infrastructure. Facility managers and fleet directors should document their existing lighting failure rates immediately. Map out your electrical load capacities and identify high-vibration problem zones. Armed with this hard data, you can confidently contact manufacturers to request detailed technical specification sheets and photometric IES files.
FAQ
Q: What is the difference between commercial and industrial LED work lights?
A: Commercial lights suit climate-controlled retail or office spaces. They lack robust environmental sealing. Industrial fixtures feature IP69K ratings for high-pressure washdowns. They utilize heavy die-cast aluminum heat sinks for continuous 24/7 operation. True industrial units also include EMI shielding. This prevents radio interference across your factory floor.
Q: Can I use an offroad LED light bar on a factory forklift?
A: You should avoid standard offroad light bars on indoor forklifts. They often lack appropriate voltage regulators. Factory vehicles experience massive voltage spikes. You need specific 12V to 24V compatible drivers. Offroad spot beams also create severe blinding hazards for pedestrians. Always choose specialized material-handling optics.
Q: What color temperature (CCT) is best for a manufacturing floor?
A: We recommend a color temperature between 4000K and 5000K. This range mimics natural daylight. It promotes worker alertness and high visual clarity. You should avoid temperatures above 6000K. These harsh blue-white lights cause severe glare. They accelerate eye strain during long manufacturing shifts.
Q: How do I calculate how many LED fixtures my factory needs?
A: Start by reviewing OSHA illumination standards for your specific industry. Most loading zones require at least 20 to 30 foot-candles. You should then request IES files from the manufacturer. Import these files into photometric software. The software calculates exact fixture counts based on your unique floor plan.
Shenzhen Creek Optoelectronic Technologies Co., Ltd. produce Car LED work lights, off-road LED light bar, forklift safety lights, agricultural tractor work lights, LED strobe and beacon lights, car radios, etc.